For spørsmål og tilbakemeldinger fra kunder, vil vi svare tålmodig og omhyggelig.
Denne aluminiumslegeringsrammen er spesialdesignet for å møte brukskravene til kjøretøyet. Den er...
Når folk snakker om mekaniske deler av aluminiumlegert stål , refererer de vanligvis til presisjonsmaskinerte komponenter laget av enten aluminiumslegeringer, legert stål eller en kombinasjon av begge i samme enhet. Disse delene er ryggraden i moderne mekaniske systemer - som finnes i alt fra drivlinjer for biler og romfartsrammer til industrimaskiner, robotikk og forbrukerelektronikk. Begrepet dekker en bred familie av komponenter, inkludert braketter, hus, aksler, tannhjul, flenser, festemidler og strukturelle rammer, alle produsert av konstruerte metalllegeringer valgt for deres spesifikke mekaniske egenskaper.
Aluminiumslegeringer er metalliske materialer der aluminium er det primære elementet, kombinert med kobber, magnesium, silisium, sink eller mangan for å forbedre styrke, hardhet eller korrosjonsbestandighet. Legerte stål, på den annen side, er jernbaserte materialer med bevisste tilsetninger av krom, nikkel, molybden eller vanadium for å forbedre seighet, slitestyrke eller herdbarhet utover det karbonstål alene kan tilby. Å forstå hvilket materiale som hører hjemme i hvilken del av en mekanisk sammenstilling er utgangspunktet for enhver vellykket ingeniør- eller anskaffelsesbeslutning.
Å velge mellom aluminiumslegering og legert stål for en mekanisk del er ikke bare et spørsmål om å velge det sterkere materialet. Det krever balansering av vekt, styrke, bearbeidbarhet, kostnader og de spesifikke kravene til driftsmiljøet. De to materialfamiliene varierer betydelig på tvers av hver av disse dimensjonene.
| Eiendom | Aluminiumslegering | Legert stål |
| Tetthet | ~2,7 g/cm³ (lett) | ~7,8 g/cm³ (tung) |
| Strekkstyrke | 200–700 MPa | 500–1900 MPa |
| Korrosjonsbestandighet | Utmerket (naturlig oksidlag) | Moderat (krever belegg) |
| Bearbeidbarhet | Veldig enkel, rask kuttehastighet | Moderat til vanskelig |
| Termisk ledningsevne | Høy (~160 W/m·K) | Lav (~30–50 W/m·K) |
| Slitasjemotstand | Lavere (kan forbedres ved anodisering) | Høy (spesielt herdede karakterer) |
| Relativ kostnad | Høyere råvarekostnad | Generelt lavere per kg |
I praksis dominerer aluminiumslegeringsdeler overalt hvor vektbesparelser er en prioritet - romfartskonstruksjoner, bilopphengskomponenter, sykkelrammer og portable utstyrshus. Legerte ståldeler tar over der høy bæreevne, utmattingsstyrke eller overflatehardhet ikke er omsettelige - girkasser, veivaksler, kraftige festemidler og skjæreverktøy er klassiske eksempler.
Ikke alle aluminiumslegeringer og legert stål er skapt like. Innenfor hver familie er det formulert spesifikke karakterer for spesifikke mekaniske roller, og å spesifisere feil karakter er en av de vanligste og mest kostbare feilene ved anskaffelse av deler.
Maskineringsoppførselen til aluminiumslegeringer og legert stål er fundamentalt forskjellig, og forståelsen av dette gapet hjelper både ingeniører som designer deler og kjøpere med å vurdere tilbud. Maskineringskostnader, ledetider og oppnåelige toleranser avhenger i stor grad av det aktuelle materialet.
Aluminium er et av de mest bearbeidbare metallene som finnes. CNC-fresing og dreiing av aluminiumslegeringer kan kjøre med skjærehastigheter 3 til 5 ganger raskere enn stål, noe som drastisk reduserer syklustider og verktøyslitasje. Karbid- eller høyhastighetsstål (HSS)-verktøy fungerer begge bra. Hovedutfordringene med bearbeiding av aluminium er oppbygget kant (BUE) — der mykt aluminium fester seg til skjæreverktøyet — og materialets tendens til å produsere lange, trevlete spon som kan floke seg inn i maskinen. Verktøy med høy skråvinkel, polerte riller og tilstrekkelig kjølevæskestrøm er standardløsningene. Trange toleranser ned til ±0,01 mm er rutinemessig oppnåelige på godt vedlikeholdt CNC-utstyr.
Legert stål er betydelig vanskeligere å maskinere, spesielt under varmebehandlede eller herdede forhold. Kuttehastigheter må reduseres, karbidverktøy er i hovedsak obligatorisk for produksjonsvolumer, og verktøyets levetid er dramatisk kortere enn med aluminium. Hardere kvaliteter som D2 verktøystål krever ofte sliping eller EDM (electrical discharge machining) i stedet for konvensjonell skjæring. Fordelen er at legert stål holder snævrere toleranser mer forutsigbart under skjærekrefter enn aluminium, og de ferdige overflatene er mindre utsatt for å skjære seg på skarpe kanter. For høyvolumsståldeler er optimalisering av skjæreparametere, verktøygeometri og kjølevæskestrategi avgjørende for å holde kostnadene per del under kontroll.

Råmaskinerte aluminiumslegeringer og ståldeler brukes sjelden uten noen form for overflatebehandling. Riktig behandling kan dramatisk forlenge levetiden, forbedre korrosjonsmotstanden, redusere friksjonen og forbedre utseendet – alt uten å endre kjernegeometrien til delen.
Selv de best spesifiserte og best produserte mekaniske delene av aluminiumslegering og legert stål vil til slutt slites, korrodere eller bli trett hvis de ikke vedlikeholdes riktig. En strukturert vedlikeholdstilnærming forlenger levetiden, reduserer uplanlagt nedetid og gir tidlig varsling om forestående feil.
Inspiser regelmessig bærende og slitasjeeksponerte deler for synlige tegn på nedbrytning: overflategroper eller hvite pulveraktige avleiringer på aluminiumsdeler indikerer korrosjon; ruststriper eller avflassing på ståldeler signaliserer sammenbrudd i belegget. Dimensjonskontroller av kritiske egenskaper - akseldiametre, boredimensjoner, gjengeinngrepslengder - bør utføres med planlagte intervaller ved bruk av kalibrerte målere. Enhver måling som faller utenfor den opprinnelige designtoleransen er grunnlag for utskifting, ikke bare observasjon.
Glidende og roterende deler av legert stål krever jevn smøring for å minimere lim og slitasje. Riktig smøremiddeltype (fett, olje eller tørr film) og ettersmøringsintervall bør følge OEMs spesifikasjoner - bruk av feil viskositet eller oversmøring av forseglede lagre er begge vanlige vedlikeholdsfeil som fremskynder slitasje i stedet for å forhindre det. For aluminiumsdeler som går mot stål, må galvanisk og tribologisk kompatibilitet vurderes; aluminium-på-stål-glidekontakter drar ofte nytte av PTFE eller molybdendisulfid (MoS₂)-baserte tørrfilmsmøremidler i stedet for konvensjonell olje.
Høysyklustretthet er en stille sviktmodus i både aluminiumslegerings- og legeringsståldeler utsatt for gjentatt belastning. Sprekker starter ved spenningskonsentrasjoner - hull, kilespor, skarpe hjørner, overflateriper - og forplanter seg med hver belastningssyklus til plutselig brudd oppstår. Ikke-destruktive testmetoder (NDT) inkludert fargepenetrantinspeksjon (DPI) for aluminium og magnetisk partikkelinspeksjon (MPI) for stål kan oppdage overflatesprekker før de når kritisk lengde. For sikkerhetskritiske deler i romfart, bilindustrien eller tunge maskiner, bør NDT inkluderes i planlagte overhalingsprosedyrer med intervaller definert av utmattelseslevetiden til komponenten.
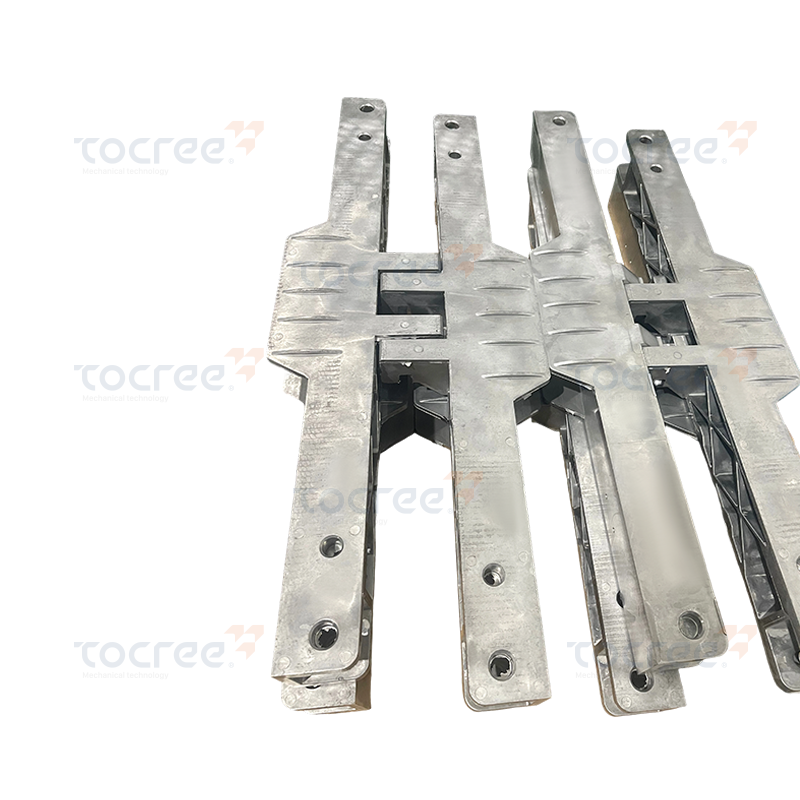
Denne aluminiumslegeringsrammen er spesialdesignet for å møte brukskravene til kjøretøyet. Den er...

Denne festeblokken i aluminiumslegering er laget av 6063 aluminiumslegering som basismateriale. E...

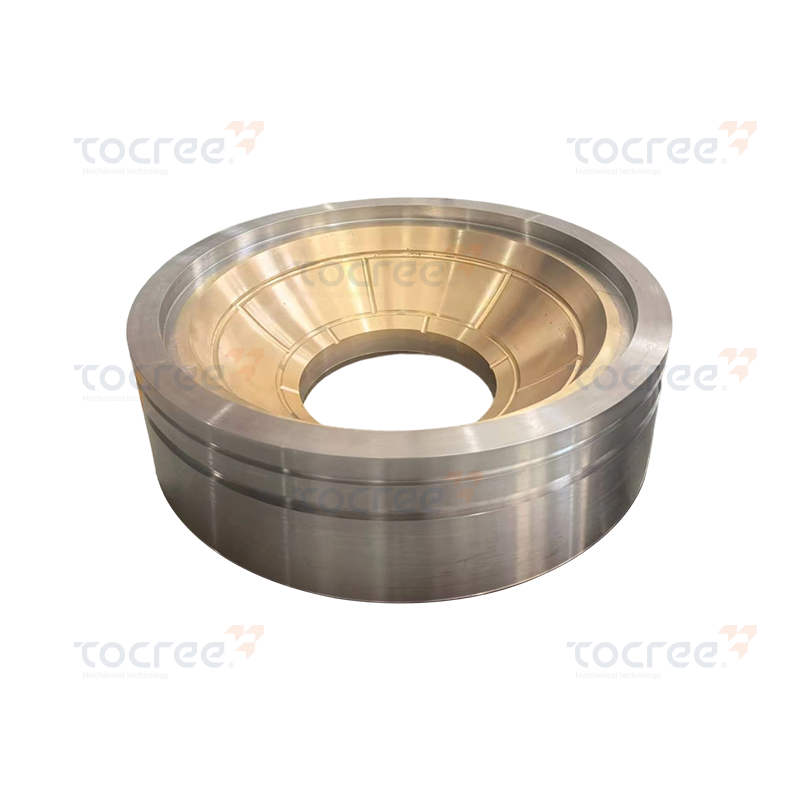
Materialstruktur: Støpt aluminiums messing CuZn25Al6Fe3Mn3, med grafittinnsats. Appli...

Dette lineære glidebrettet er en skyvekomponent med høy ytelse, laget av utmerket tinnbronseleger...
Bronse-stål sfærisk bøssing er laget av 42CrM04 legert stål og høyfast messing, og tilbyr utmerke...

Dette bimetall selvsmørende kulelageret er konstruert for høy ytelse og holdbarhet, med en unik k...
Opphavsrett © 2025 Jiashan Tocree Machinery Co., Ltd. Alle rettigheter forbeholdt.
Tilpassede kobberlegeringer maskindeler
