For spørsmål og tilbakemeldinger fra kunder, vil vi svare tålmodig og omhyggelig.
Materialstruktur: Støpt aluminiums messing CuZn25Al6Fe3Mn3, med grafittinnsats. Appli...
A buet glider i kobberlegering - også referert til som en bronsebueslider, buet glideblokk eller bueprofilslitepute - er en presisjonsfriksjonskomponent maskinert fra en kobberbasert legering og profilert med en buet eller bueformet glideflate. I motsetning til flate lineære gibs eller rette sliteplater, gjør den buede geometrien at komponenten kan tilpasses rotasjons-, sving- eller buebanebevegelser samtidig som den opprettholder full overflatekontakt og et konsistent friksjonsgrensesnitt gjennom hele bevegelsesområdet. Denne geometrien gjør bueskyveren av kobberlegering til den foretrukne komponenten uansett hvor en maskinakse, kobling, formmekanisme eller strukturelle ledd må lede bevegelse langs en definert radius i stedet for en rett linje.
Valget av kobberlegering som basismateriale er bevisst og teknisk begrunnet. Kobberbaserte legeringer - spesielt aluminiumsbronse, tinnbronse og manganbronse - kombinerer et unikt sett med egenskaper som ingen jernholdige eller polymere materialer matcher i skjæringspunktet mellom belastningskapasitet, termisk ledningsevne, korrosjonsmotstand og tribologisk ytelse. Materialets naturlige smøreevne mot ståloverflater, dets evne til å legge inn fine slipende partikler ufarlig i stedet for å la dem skåre på den parrende overflaten, og dets toleranse for marginale eller intermitterende smøreforhold gjør det til referansematerialet for presisjonsglidekomponenter i krevende industrielle miljøer.
Den funksjonelle forskjellen mellom en flat glideflate og en buet glideflate går utover geometrien. Når en glidebryter beveger seg langs en buebane, endres kontaktmekanikken, trykkfordelingen og smørefilmens oppførsel på måter som påvirker både ytelse og levetid.
I en flat lineær glider er kontakttrykket relativt jevnt over puteflaten forutsatt at komponenten er riktig justert og tilstrekkelig støttet. I en buet glider i kobberlegering opererer langs en buebane eller boring, er kontakten i samsvar - gliderens konvekse eller konkave overflate samsvarer med den tilsvarende radiusen til det sammenfallende sporet eller huset. Overensstemmende kontakt fordeler den påførte belastningen over hele kontaktbuen, og reduserer dramatisk toppkontaktspenning sammenlignet med kantbelastede eller punktkontaktforhold som oppstår når en ikke-profilert komponent tvinges inn i buebanebevegelse. Lavere toppspenning oversetter direkte til lengre slitelevetid, redusert friksjon og redusert risiko for overflatetretthet eller gnaging i grensesnittet.
Den buede geometrien påvirker også hydrodynamisk smøreoppførsel. Når glideren beveger seg gjennom buen, genererer den en kileformet film av smøremiddel i det konvergerende gapet foran bevegelsesretningen - den samme mekanismen som genererer oljefilmen i et hydrodynamisk glidelager. Denne selvtrykkende filmen reduserer metall-til-metall-kontakt og, i kontinuerlig bevegelige applikasjoner, kan den opprettholde en full væskefilmseparasjon mellom glideren og dens sammenpassende overflate selv ved moderate driftshastigheter. For buede glidere av kobberlegering i sprøytestøpeskiver, smipressføringer og presisjonsverktøy, forklarer denne oppførselen hvorfor korrekt utformede komponenter ofte overlever langt lenger enn deres beregnede teoretiske slitelevetid skulle tilsi.
Ikke alle kobberlegeringer gir tilsvarende ytelse i buede skyveapplikasjoner. Lastebetingelsene, overflatematerialet, driftstemperaturen, smøreregimet og tilstedeværelsen av korrosive medier påvirker alle legeringsfamilien og den spesifikke kvaliteten som vil fungere best. Følgende kvaliteter dominerer produksjon av buede glidere i industrielle verktøy og maskiner.
Aluminiumsbronse som inneholder omtrent 9–11 % aluminium med tilsetning av jern, nikkel og mangan er arbeidshestlegeringen for høyytelses buede glidere i kobberlegering i tunge applikasjoner. Den aluminiumrike kappafasen fordelt gjennom kobbermatrisen gir eksepsjonell hardhet (typisk Brinell-hardhet 170–190 HB i støpt form, opptil 220 HB etter varmebehandling) sammen med enestående slitestyrke og korrosjonsbestandighet. C95400 (UNS-betegnelsen) og dens kinesiske ekvivalent QAl9-4-4-2 leverer strekkstyrker på 620–690 MPa og trykkflytegrenser som overstiger 250 MPa – kapasitet som gjør dem egnet for de høye kontaktspenningene som oppstår i smipressføring, hydrauliske sylinderstanglager og tunge støpelager. Aluminium bronse buede glidere opprettholder sin styrke og hardhet ved temperaturer opp til 500°C, noe som gjør dem til den eneste konvensjonelle kobberlegeringen som er egnet for operasjoner over 250°C. Deres ene begrensning er tribologisk: aluminiumsbronser krever pålitelig smøring og en herdet parringsoverflate (minimum 300–400 HBN) fordi de mangler den naturlige innstøpningsevnen og anti-anfallsegenskapene til tinn- og blybronse.
Tinnbronse – som vanligvis inneholder 6–8 % tinn med sink- og blytilsetninger – er den generelle kobberlegeringen for buede glideanvendelser der belastningen er moderat, hastighetene er variable og det er nødvendig med en viss toleranse for marginalsmøring. Den dispergerte blyfasen i blyholdig tinnbronse (den vanligste kommersielle kvaliteten) fungerer som et fast smøremiddel - under forhold med utilstrekkelig oljefilm smører blyet seg over kontaktflaten, forhindrer metall-til-metall-beslag og bygger bro over korte smøreavbrudd uten skade. Denne "innstøpingsevnen" gjør det også mulig å absorbere fine slipende partikler som kommer inn i kontaktsonen inn i den myke matrisen i stedet for å skjære sammen overflaten. Tinn bronse buede glidere er standardvalget for sprøytestøping glidemekanismer, kam følgere, generelle maskiner gibs, og enhver applikasjon som kombinerer moderate kontakttrykk med muligheten for tørre eller grensesmøring forhold. Typisk hardhet er 60–75 HB og strekkfasthet 240–280 MPa – egnet for de fleste verktøy og generelle industrielle applikasjoner, men utilstrekkelig for miljøer med høyest kontaktspenninger servert av aluminiumbronse.
Manganbronse er en kobber-sinklegering med høy styrke med tilsetninger av aluminium, mangan, jern og noen ganger nikkel som gir strekkstyrker på 760–900 MPa og hardheter på 200–230 HB. Dette plasserer den mellom aluminiumbronse og tinnbronse i glideytelsesspekteret - sterkere enn tinnbronse, men med bedre anti-anfallsegenskaper enn standard aluminiumsbronsekvaliteter. Buede glidere i manganbronse brukes i havne- og kranmaskiner, dreiepunkter for anleggsutstyr, marin maskinvare og styrekomponenter for tunge kjøretøy der både strukturell lastbærende kapasitet og buet buebanebevegelsesveiledning kreves samtidig. Blyfrie versjoner som bruker betegnelsen CuZn25Al5Mn4Fe3 (kompatibel med RoHS og REACH) spesifiseres i økende grad i europeiske og nordamerikanske markeder.
Fosforbronse – tinnbronse med fosfortilsetninger som deoksiderer smelten og forbedrer støpekvaliteten – brukes i buede skyverapplikasjoner som krever høy tretthetsmotstand og konsistent friksjonskoeffisient over lengre servicesykluser. Fosforet foredler kornstrukturen og øker elastisitetsgrensen til legeringen, noe som er spesielt verdifullt i applikasjoner med oscillerende (i stedet for kontinuerlig) buebevegelse der glideren reverserer retning gjentatte ganger under belastning. Typiske bruksområder inkluderer instrumentmekanismer, ventilseter og presisjonsverktøykomponenter der dimensjonsstabilitet under syklisk belastning betyr mer enn maksimal lastekapasitet.
| Eiendom | Aluminium Bronse C95400 | Tinn Bronse C93200 | Manganbronse C86300 | Fosforbronse C54400 |
|---|---|---|---|---|
| Hardhet (HB) | 170–220 | 60–75 | 200–230 | 80–100 |
| Strekkfasthet (MPa) | 620–690 | 240–280 | 760–900 | 310–380 |
| Maks service temp. | 500°C | 250°C | 300°C | 200°C |
| Anti-anfall egenskaper | Moderat (trenger pålitelig glidemiddel) | Utmerket (ledende fase) | Bra | Bra |
| Korrosjonsbestandighet | Utmerket | Bra | Bra | Bra |
| Selvsmørende versjon | Ja (grafittplugg) | Ja (oljeimpregnert) | Begrenset | Ja (sintret) |
| Blyfri karakter tilgjengelig | Ja | Begrenset (Bi substitute) | Ja | Ja |
| Primærapplikasjoner | Tunge former, smipresse, marine, høytemp | Injeksjonsstøpelys, generell verktøy, kamfølgere | Havnemaskineri, konstruksjon, marin maskinvare | Presisjonsverktøy, oscillerende mekanismer, instrumenter |
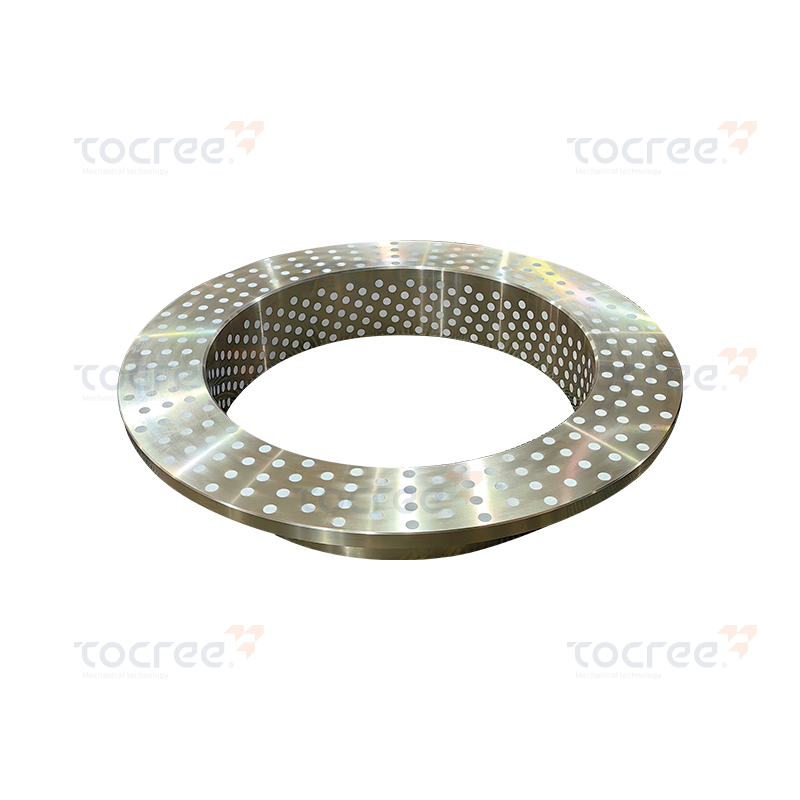
En av de mest praktisk talt viktige utviklingene innen buet skyveteknologi av kobberlegering er integreringen av fast smøremiddel i selve skyverkroppen, og produserer en komponent som gir sin egen smøring gjennom hele levetiden uten å være avhengig av en ekstern olje- eller fettforsyning. Selvsmørende buede bronseglidere produseres ved å bore eller støpe et mønster av hull eller kanaler inn i glideflaten og presse fast smøremateriale - oftest grafitt, men også PTFE, molybdendisulfid (MoS₂), eller kombinasjoner av disse - inn i disse reservoarene.
Konstruksjonsprinsippet er kritisk: hullene i smøremiddelreservoaret må plasseres slik at når glideren beveger seg gjennom buen, passerer hvert punkt på den sammenkoblede overflaten over minst én smøremiddellomme i løpet av et enkelt komplett slag. Dette sikrer at hele kontaktsonen mottar en kontinuerlig, tynn smørefilm avsatt direkte av grafitten eller PTFE i kontaktøyeblikket. I en godt utformet selvsmørende buet glider opprettholder denne mekanismen grensesmøringsforhold over hele kontaktflaten selv under langvarig drift uten noen ekstern smørehendelse, noe som gjør dem til standardspesifikasjonen for:
Smøremiddelpluggmønsterets tetthet og diameter er konstruert for den spesifikke applikasjonen - høyhastighetsmekanismer med korte slag trenger et tettere pluggmønster enn saktegående komponenter med lang vandring. Et vanlig standardmønster for buede glideplater av aluminiumsbronse bruker grafittplugger med en diameter på 8 mm med 30–40 mm senteravstand, arrangert i et forskjøvet rutenett for å sikre kontinuerlig smøremiddeldekning over glideflaten i alle posisjoner innenfor buebevegelsesområdet.

Den buede buegeometrien kombinert med kobberlegeringens tribologiske egenskaper skaper en komponent som løser spesifikke tekniske problemer på tvers av et bredt spekter av industrier. Følgende applikasjoner representerer det høyeste volumet og mest krevende brukstilfellene.
Sprøytestøpeformer og støpeverktøy bruker kantete eller buede glidemekanismer som kjernetrekksystemer for å danne underskårne trekk i plast- eller metalldeler som ikke kan kastes ut fra en retttrekkende form. Når formen åpnes, må disse gliderne - ofte kalt "sidehandlinger" - bevege seg langs en definert bue eller vinklet bane for å trekke tilbake den formende kjernen før delen kan kastes ut. Buede glidere i kobberlegering tjener i denne sammenhengen som sliteflaten mellom den bevegelige glideblokken og dens føringsvei i formbunnen. Den høye termiske ledningsevnen til aluminiumbronse og tinnbronse – opptil 10 ganger høyere enn verktøystål – gjør dem spesielt verdifulle her: glideren trekker varme raskt ut av verktøyet, reduserer syklustiden og forhindrer varme flekker i områder der kjølevann ikke kan nå. AMPCO-18 (en aluminiumsbronselegering) er en av de kommersielt spesifiserte kvalitetene som brukes til sprøytestøpsglideplater nettopp for denne kombinasjonen av glideegenskaper og termisk ytelse.
Stammen eller sleiden til en smipresse eller stansepresse må bevege seg med høy presisjon langs en ført bane for å opprettholde nøyaktig innretting mellom øvre og nedre dysehalvdel. I presser som bruker buebane eller eksentriske drivmekanismer, inkluderer presseslideføringssystemet buede bronse-sliteplater eller bueprofiler for å imøtekomme den svake rotasjonskomponenten av stempens bevegelse når eksentrikken kjører gjennom arbeidssyklusen. Manganbronse og aluminium bronse buede gibs er standardmaterialene for presseglideføringer i høytonnasjepresser, der kontakttrykk kan nå 15–25 MPa og styresystemet må opprettholde en justeringsnøyaktighet på under 0,05 mm gjennom millioner av pressesykluser.
Gravemaskinbommer, kranarmer, lastearmer og monteringspunkter for hydrauliske sylindere involverer alle dreieledd som roterer gjennom en definert bue under tunge, ofte støtbelastede, driftsforhold. Buede glidere i kobberlegering i disse skjøtene – typisk i form av halvskallbueforinger eller sektorformede sliteputer – fordeler dreielasten over hele kontaktbuen og gir den slitesterke overflaten med lav friksjon som er nødvendig for å opprettholde skjøteklaringer innenfor spesifikasjonene gjennom år med feltdrift i slitende, ofte våte miljøer. Den utmerkede korrosjonsmotstanden til aluminiumbronse gjør den til det dominerende legeringsvalget for utendørs konstruksjon og marine dreieleddapplikasjoner.
Aksiale stempelhydraulikkpumper og -motorer bruker buede bronseglidere - ofte kalt glideputer eller holdeplater - for å lede de frem- og tilbakegående stemplene over ventilplaten og opprettholde den hydrostatiske filmen som forsegler hvert stempels trykkkammer. Den buede profilen til disse komponentene samsvarer med sylinderblokkens boringsradius, og sikrer samsvarende kontakt og jevn trykkfordeling over hele arbeidsvinkelen. Tinnbronse- og fosforbronsekvaliteter brukes ofte for disse presisjonshydrauliske glidekomponentene på grunn av deres utmerkede dimensjonsstabilitet, motstand mot hydraulisk væskeangrep og forutsigbar friksjonsadferd over brede trykk- og temperaturområder.
Broer med store spenn, stadiontak og industribygninger bruker buede ekspansjonslager for å tillate termisk ekspansjon og seismisk bevegelse mens vertikale belastninger overføres til underkonstruksjonen. Bronsebue-glideplater i disse lagrene - typisk tinnbronse eller aluminiumsbronse avhengig av belastningsstørrelse og korrosjonseksponering - gir den buede glideoverflaten med lav friksjon som imøtekommer rotasjons- og translasjonsbevegelsene strukturen opplever. Disse komponentene kan forbli i drift i 30–50 år med minimalt vedlikehold, noe som gjør den iboende korrosjonsmotstanden og holdbarheten til kobberlegeringer spesielt verdifulle i denne applikasjonen.
Å spesifisere en buet glidebryter av kobberlegering for en ny applikasjon eller erstatning innebærer å definere flere gjensidig avhengige parametere. Å få disse riktig i spesifikasjonsstadiet forhindrer geometri og materialfeil som forårsaker for tidlig slitasje eller feil passform i sammenstillingen.
De buede gliderne i kobberlegering er utformet som slitasjeerstatningskomponenter - de er det oppofrende slitasjeelementet i sammenstillingen, beregnet på å beskytte de dyrere paringsoverflatene mot slitasje og for å bli erstattet når de slites utover bruksgrensen. Å administrere dette riktig krever å kjenne til slitasjeindikatorene, erstatningskriteriene og hvordan man kan forlenge serviceintervallene gjennom korrekt vedlikeholdspraksis.
Slitasje i en buet glider i kobberlegering overvåkes lettest ved å måle monteringsklaringen mellom glideren og dens tilhørende føringsvei eller boring med definerte intervaller. Nye installasjoner har vanligvis en designklaring på 0,02–0,08 mm for presisjonsverktøyapplikasjoner og 0,05–0,20 mm for generelle maskiner. Når denne klaringen har økt med et definert multiplum av den opprinnelige verdien – vanligvis 3–5 ganger den initielle klaringen brukes som erstatningsutløser i presisjonsverktøy – har presisjonsnøyaktigheten for lysbueveien degradert til et nivå som påvirker delens kvalitet eller dyseinnretting. I applikasjoner med tunge maskiner er kriteriet ofte utbruddet av påviselig tilbakeslag eller rasling i leddet under lastreversering.
Visuell inspeksjon av glideflaten gir tilleggsinformasjon: jevn, polert slitasje over hele lysbueflaten indikerer god kontaktfordeling og korrekt justering. Konsentrert slitasje ved kantene eller ved spesifikke vinkelposisjoner indikerer feiljustering, overbelastning i en del av lysbueområdet, eller feil bueradiustilpasning mellom glideren og føringen – forhold som forkorter levetiden og bør undersøkes og korrigeres ved utskifting, ikke akseptert som normalt.
For eksternt smurte kobberlegeringer, avhenger smøreintervallet av driftsforholdene: belastning, hastighet, temperatur og forurensningsnivå. Et generelt utgangspunkt for fettsmurte buede bronseglidere i industrimaskiner er ettersmøring hver 100.–250. driftstime under normale forhold, reduksjon til hver 40.–80. time i miljøer med høy belastning, støvete eller våte. Det foretrukne smøremiddelet for de fleste buede glidere av kobberlegering er et EP (ekstremt trykk) fett med litiumkompleksfortykningsmiddel, NLGI Grade 2, som inneholder 3–5 % molybdendisulfid eller grafitt som et fast smøremiddeltilsetning. Oljesmøring foretrekkes i applikasjoner med kontinuerlig bevegelse der en oljefilm kan opprettholdes — ISO VG 68 til ISO VG 220 avhengig av driftshastighet og temperatur. Unngå smøremidler som inneholder klorerte EP-additiver på kobberlegeringsglidere, da klor angriper kobber-tinn og kobber-sinklegeringer og forårsaker akselerert korrosjon av glideoverflaten.

Materialstruktur: Støpt aluminiums messing CuZn25Al6Fe3Mn3, med grafittinnsats. Appli...
Den PTFE enflens solid selvsmørende kobberhylsen er en høyytelses mekanisk komponent. Den er lage...

Enkeltflens selvsmørende lager (med grafittinnstøping) er en høyytelses solid selvsmørende messin...

Den L-formede solide selvsmørende glideren er laget ved å legge inn høyrent grafittfast smøremidd...

Denne sfæriske selvsmørende kobberhylsen er laget av høyfast høyfast messing som basismateriale. ...

Dette bimetall selvsmørende kulelageret er konstruert for høy ytelse og holdbarhet, med en unik k...
Opphavsrett © 2025 Jiashan Tocree Machinery Co., Ltd. Alle rettigheter forbeholdt.
Tilpassede kobberlegeringer maskindeler
