For spørsmål og tilbakemeldinger fra kunder, vil vi svare tålmodig og omhyggelig.
Den kobberbaserte grafittpakningen er laget av høykvalitets kobber-sinklegering som basismaterial...
En slitasjebestandig plate av kobberlegering er en av de komponentene som har en tendens til å gå ubemerket hen til den svikter - og når den gjør det, rister konsekvensene gjennom hele maskinen eller strukturen den støtter. Kobberbaserte sliteplater har vært klarert i tunge skyve-, høybelastnings- og korrosjonsutsatte applikasjoner i over et århundre fordi de tilbyr noe som sliteplater av stål ikke kan: en kombinasjon av lastbærende kapasitet, iboende lav friksjon mot ståloverflater, korrosjonsmotstand, og i de selvsmørende versjonene, evnen til å operere uten kontinuerlig olje eller smørefett. Denne veiledningen dekker de viktigste kobberlegeringsfamiliene som brukes i slitasjeplateapplikasjoner, deres mekaniske og tribologiske egenskaper, rollen til faste smøremiddelinnlegg, spesifikke bransjer og applikasjoner der de brukes, og hva du skal spesifisere når du kjøper dem.
Det tribologiske tilfellet for kobberlegeringer i bruk med glidende slitasje starter med friksjon. Friksjonskoeffisienter for bronselegeringer som kjører mot stål varierer fra 0,08 til 0,14 under smurte forhold - sammenlignet med 0,32 for aluminium på stål og 1,00 for stål på stål. Under tørre eller grensesmøringsforhold oppnår bronselegeringer fortsatt friksjonskoeffisienter på bare 0,12 til 0,30, og opprettholder en meningsfull anti-anfallsytelse selv når smøringen avbrytes. Denne oppførselen kommer fra de fysiske og kjemiske egenskapene til kobberbaserte legeringer ved glidegrensesnittet: de er mykere enn stålflater, slik at de kan tilpasse seg overflateuregelmessigheter og legge inn små forurensningspartikler i stedet for å la disse partiklene skåre begge overflatene. Denne tilpasningsevnen betyr også at når en kobberlegering slites, gjør den det gradvis og forutsigbart - ikke katastrofalt.
Utover friksjon tilbyr kobberlegeringer termisk ledningsevne tre til ti ganger høyere enn stål, noe som betyr at friksjonsvarme som genereres ved glidegrensesnittet, spres raskt inn i platekroppen i stedet for å konsentrere seg ved kontaktsonen for å akselerere termisk slitasje, filmsammenbrudd eller beslag. Kobberlegeringer motstår også gnaging - limsveising av glidende metalloverflater - langt bedre enn stål-på-stål-kontakt, spesielt aluminiumsbronse og høystrekkmessing, som danner stabile overflateoksidfilmer som fungerer som tynne, harde offerlag som beskytter bulkmaterialet under.
Det praktiske resultatet er et sliteplatemateriale som tillater lengre serviceintervaller, mer forutsigbare utskiftingsplaner, lavere utskiftningsfrekvens enn herdede stålsliteplater i de samme glideapplikasjonene, og evnen til å operere i miljøer der pålitelig ekstern smøring ikke kan opprettholdes - forhold under hvilke sliteplater av stål fester seg og svikter raskt.
Flere distinkte kobberlegeringsfamilier brukes i slitasjeplateapplikasjoner, hver med en annen balanse mellom styrke, friksjon, korrosjonsmotstand og bearbeidbarhet. Å forstå forskjellene veileder riktig legeringsvalg for spesifikke driftsforhold.
Aluminiumsbronse er kobberlegeringsfamilien med høyest styrke som vanligvis er tilgjengelig i sliteplateform, med strekkstyrker fra 550 MPa for standard støpekvaliteter opp til 900 MPa eller mer for smidde eller varmebehandlede legeringer. Aluminiuminnholdet (typisk 8–12 vekt%) fremmer dannelsen av en stabil, tett overflatefilm av aluminiumoksid som gir både korrosjonsbeskyttelse og slitestyrke. C95400 (CuAl10Fe5 / GB: QAl10-3-1.5) er standard industriell aluminium bronse slitasje platelegering - den kombinerer god styrke, utmerket korrosjonsbestandighet og sterk slitestyrke. C95500 og C63000 (CuAl10Fe5Ni5) tilfører nikkel for ekstra styrke og korrosjonsmotstand, noe som gjør dem til standardvalget for sliteplater for marine, offshore og kjemiske prosesser der både mekanisk belastning og aggressive medier er tilstede samtidig.
Sliteplater av aluminiumsbronse er det foretrukne valget der høye trykkbelastninger (over 300 MPa kontakttrykk), moderate til høye glidehastigheter og korrosive miljøer sammenfaller. Typiske bruksområder inkluderer girsliteputer, hydrauliske sylinderføringsringer, brolagerplater, marine propellakselforinger og pumpesliteringer i sjøvannsservice. Den ene begrensningen til aluminiumbronse er dens tendens til å forårsake mer slitasje på ståloverflater enn mykere bronselegeringer - der overflateslitasje er et problem, bør legeringsvalget balansere sliteplatens levetid mot kostnadene for den sammenkoblede stålkomponenten.
Tinnbronselegeringer (typisk 8–12 % tinn) har vært det klassiske lager- og sliteplatematerialet i over to tusen år, og de forblir standard i mange glideapplikasjoner med moderat belastning på grunn av deres eksepsjonelle kombinasjon av slitestyrke, tilpasningsevne, innebygdbarhet og anti-angrepsegenskaper. De ledende industrielle sliteplatene i tinnbronse inkluderer C90700 (CuSn12), C91100 (CuSn16) og C93200 (CuSn7Pb7Zn3 / SAE 660 / GB: ZCuSn5Pb5Zn5). SAE 660 / C93200 er en av de mest brukte universallager-bronselegeringene globalt – dens tinn-bly-sink-sammensetning gir god lastekapasitet, utmerket oljeretensjon i den porøse støpestrukturen, anti-angrepsegenskaper avledet fra blyfasen og bred korrosjonsbestandighet.
Sliteplater av tinnbronse fungerer effektivt ved belastninger opp til 275 MPa kontakttrykk (noen kvaliteter til 700 bar oljefilmkapasitet i tappkonfigurasjoner) og temperaturer opp til 260°C. De er standardmaterialet for maskinverktøysglideføringer, hydrauliske og pneumatiske aktuator-sliteringer, broekspansjonsskjøteskyveplater og generelle glidekomponenter i kjemikalie- og matforedlingsutstyr. Fosforbronse (med fosfortilsetninger på 0,03–0,35%) forbedrer fjæregenskaper, stivhet og slitestyrke ytterligere og brukes til sliteplater med høyere presisjon innen instrumentering og lysteknikk.
Høystrekkmessing - kjent i forskjellige markeder som manganbronse, Golik-messing eller høyfast messing - er modifikasjoner av 60/40 messing (Muntz-metall) basen med tilsetninger av mangan, jern, aluminium og noen ganger nikkel og bly. Den kinesiske kvaliteten ZCuZn24Al6Fe4Mn3 (omtrent 62 % kobber) og de amerikanske/europeiske ekvivalentene C86300 og C86200 er de mest brukte. Disse legeringene oppnår strekkstyrker på 600–700 MPa – konkurrerende med aluminiumsbronse med lavere styrke – kombinert med god bearbeidbarhet, moderat korrosjonsbestandighet og utmerket slitestyrke under smurte forhold.
Sliteplater av høystrekkfast messing er mye brukt i støpemaskiner (dysebase-glideplater, ejektorplateføringer), slitestrimler for sprøytestøpeform, glideputer for kantpressverktøy og anleggsutstyrsslitasjeforinger. Deres kombinasjon av styrke, bearbeidbarhet og lavere legeringskostnad i forhold til aluminiumbronse gjør dem til det kostnadseffektive valget når ekstrem korrosjonsbestandighet ikke er nødvendig. For høybelastningspresseverktøy er C86300 høystrekkfast messing med grafittplugger et av de vanligste slitasjeplatematerialene over hele verden.
Blybronselegeringer bruker bly som det primære friksjonsreduserende elementet. Bly danner ikke en legering med kobber - i stedet eksisterer det som diskrete kuler fordelt gjennom kobber-tinnmatrisen. Under glidende forhold smitter bly over kontaktflaten, og gir en tynn, selvfornyende smørende film som forhindrer beslag selv under marginale smøreforhold. Sliteplater av blybronse er myke, svært formbare og tolererer akselfeil og skitne smøremidler bedre enn hardere legeringsplater. C93200 (allerede nevnt ovenfor) er en hybridlegering; høyere blykvaliteter som C93700 (CuSn10Pb10) og C94300 brukes der motstand mot anfall under dårlig smurte forhold er hovedkravet, på bekostning av redusert lastekapasitet i forhold til tinnbronse. Sliteplater av blybronse er standard i bilmotorlager, industrimotorhovedlager og generelle glideføringsapplikasjoner der driftsforholdene er moderate og anti-anfallssikkerhet er prioritet.
Tabellen nedenfor oppsummerer de viktigste mekaniske og tribologiske egenskapene til de viktigste sliteplatene av kobberlegeringer for å støtte raskt materialvalg.
| Legeringsgrad | Typisk komposisjon | Strekkstyrke | Hardhet (HB) | Maks lastekapasitet | Best for |
|---|---|---|---|---|---|
| C95400 Aluminium Bronse | Cu-10Al-4Fe | 550–620 MPa | 150–180 | Høy (300 MPa kontakt) | Tunglast industri, marine, broer |
| C95500 / C63000 Ni-Al Bronse | Cu-10Al-5Fe-5Ni | 690–800 MPa | 180–210 | Veldig høy | Offshore, kjemiske, ekstreme applikasjoner |
| C90700 Tinn Bronse | Cu-12Sn | 310–380 MPa | 80–100 | Middels | Maskinverktøyføringer, aktuator sliteringer |
| C93200 SAE 660 | Cu-7Sn-7Pb-3Zn | 240–280 MPa | 60–80 | Middels | Generelle glidelager |
| C86300 høystrekkfast messing | Cu-26Zn-3Fe-6Al-3Mn | 620–700 MPa | 170–220 | Høy | Dysplater, formslitasjelister, pressverktøy |
| C93700 blybronse | Cu-10Sn-10Pb | 210–260 MPa | 50–70 | Lav–middels | Anti-anfallsapplikasjoner, motorlager |
Sliteplaten av standard kobberlegering er avhengig av et eksternt smøremiddel - olje eller fett levert til glidegrensesnittet - for å opprettholde lavfriksjonsfilmen som forhindrer direkte metall-til-metall-kontakt og kontrollerer slitasjehastigheten. Når ekstern smøring ikke kan opprettholdes pålitelig – på grunn av driftsmiljøet, tilgangsbegrensninger, ekstreme temperaturer eller forurensningsproblemer – løser selvsmørende kobberlegeringsslitasjeplater med solide smøremiddelinnlegg problemet på komponentnivå.
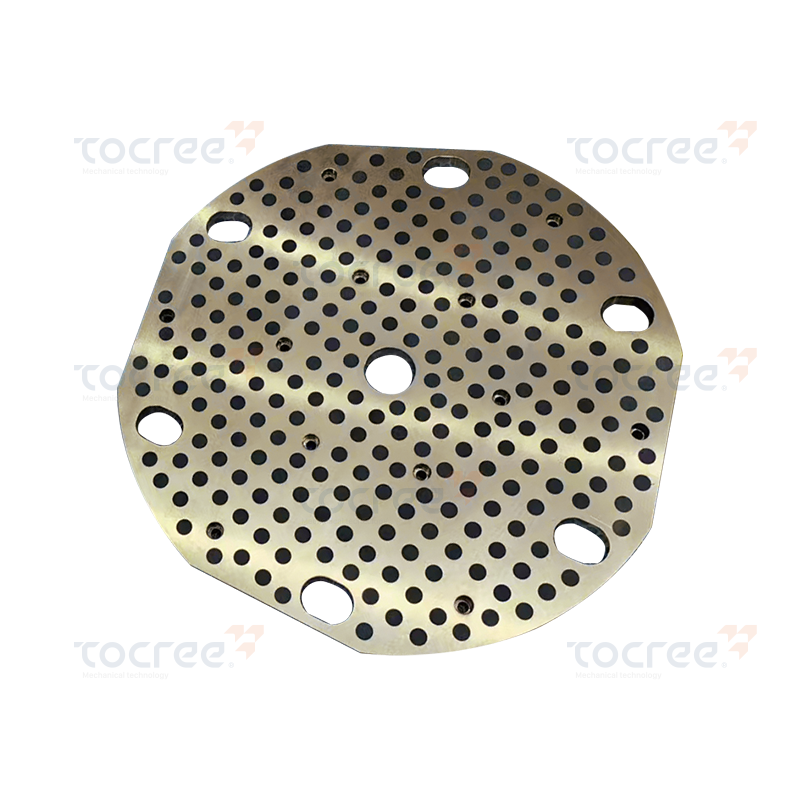
Den mest brukte selvsmørende kobbersliteplaten kombinerer en kobberlegeringsbase med høy styrke (typisk aluminiumbronse C95400, høystrekkfast messing C86300 eller tinnbronse C90700) med sylindriske plugger eller stenger av solid grafitt presset eller støpt inn i de maskinerte hull i de maskinerte overflatene. Grafitt dekker omtrent 20–30 % av det glidende overflateområdet, og fordeler seg jevnt over kontaktsonen. Under drift, når platen glir mot overflaten, overføres grafitt kontinuerlig fra pluggene til både sliteplatens overflate og den sammenkoblede overflaten, og danner en solid smørefilm som vedvarer uavhengig av eksternt smøresystem.
Driftsområdet til grafittinnstøpte kobberlegeringsslitasjeplater dekker et bredt spekter: bæreevne opp til 250 MPa statisk kontakttrykk, tørrfriksjonskoeffisienter på 0,10–0,16 (sammenlignet med 0,20–0,35 for en usmurt solid kobberplate fra c-2-0°C) og servicetemperatur (c2-0°C) service opp til 300–400°C der de fleste oljebaserte smøremidler brytes ned. Dette temperaturområdet gjør grafittinnstøpte bronse-sliteplater til standardløsningen i glassproduksjonsutstyr, ovnsdørskyveenheter, varmsmiingspresseføringer og hjelpeutstyr til stålverk der omgivelsestemperaturer utelukker oljesmøring helt.
Molybdendisulfid (MoS₂) er et lagdelt krystallinsk fast smøremiddel med en friksjonskoeffisient på 0,03–0,06 ved moderate temperaturer – lavere enn grafitt – og utmerket ytelse i tørre eller vakuummiljøer der grafittens smøreevne brytes ned (grafitt krever noe fuktighet for å oppnå laveste friksjon). MoS₂-plugger eller belegg brukes i kobberlegeringsslitasjeplater for romfartsmekanismer, vakuumutstyr og presisjonsinstrumenter der ekstremt lav friksjon er nødvendig uten risiko for forurensning av smøremiddel. Temperaturtaket for MoS₂-effektivitet er omtrent 350 °C i luft (høyere i inert atmosfære eller vakuum), smalere enn grafittens øvre område, men fullt tilstrekkelig for de fleste glideapplikasjoner uten ovn.
Fettsporslitasjeplater er en mellomløsning mellom utvendig smurte og helselvsmørende plater. Glideflaten er maskinert med et mønster av spor - rette parallelle kanaler, kryssskraveringsmønstre eller spiralkonfigurasjoner - som tjener som reservoarer for fett pakket inn under installasjonen. Fettet frigjøres gradvis etter hvert som platen fungerer, og gir smøring over lengre serviceintervaller uten å kreve kontinuerlig ekstern levering. Denne tilnærmingen er standard på anleggsutstyrs dreieledd, gravemaskinbompinner, kransvingringsglider og brolagerplater der det finnes periodisk ettersmøring, men kontinuerlige automatiserte smøresystemer ikke er praktiske.

Kombinasjonen av belastningskapasitet, anti-friksjonsegenskaper, korrosjonsmotstand og termisk ledningsevne gjør slitesterke plater av kobberlegering uerstattelig på tvers av et bredt spekter av industrielle applikasjoner. Hver applikasjon legger vekt på en annen undergruppe av disse egenskapene.
Slitasjebestandige plater av kobberlegering er tilgjengelig i flere produksjonsformer, hver tilpasset forskjellige størrelsesområder, toleranser og produksjonsøkonomi.
Kontinuerlig støping produserer kobberlegeringsplater og stangmasse ved å størkne smeltet legering i en vannkjølt grafittform, og trekker den størknende støpingen kontinuerlig tilbake som en stang, stang eller rektangulær seksjon. Den kontinuerlige støpeprosessen produserer en fin, jevn kornstruktur med høyere tetthet og mer konsistente mekaniske egenskaper enn statisk sandstøping, noe som gjør den til den foretrukne produksjonsmetoden for sliteplater av tinnbronse og aluminiumsbronse. Kontinuerlig støpte bronseplater er tilgjengelig i tykkelser fra ca. 6 mm til 100 mm, bredder opptil 500 mm, og lengder opptil 3 000 mm eller mer, avhengig av legering og produsent. Denne formen brukes for direkte maskinering til endelige sliteplatedimensjoner.
Sentrifugalstøping heller smeltet legering inn i en roterende sylindrisk form, der sentrifugalkraften fordeler det flytende metallet utover mot formveggen. Dette produserer hule sylindre med eksepsjonell mikrostrukturell tetthet (sentrifugalkraften driver ut gass og urenheter til boringsoverflaten), noe som gjør sentrifugalstøpt kobberlegering til det foretrukne råmaterialet for sliteringer med stor diameter, lagerskall og sylindriske slitebøssinger som deretter spaltes eller maskineres til flat sliteplateform.
Sandstøping og investeringsstøping brukes til sliteplater med komplekse geometrier – integrerte flenser, bosser eller interne egenskaper – som er uøkonomiske å bearbeide fra solid lager. Støpte sliteplater har typisk noe lavere mekaniske egenskaper enn kontinuerlige støpeekvivalenter på grunn av den grovere kornstrukturen og potensialet for støpeporøsitet, men de tillater nesten nettformet produksjon av komplekse komponenter ved lavere materialavfall enn maskinering fra fast stoff. Sandstøpt aluminiumsbronse (C95400 per ASTM B271 eller B505) er standard for store brolagerplater og tunge industrielle glidekomponenter.
Sliteplater av sintrede kobberlegeringer produseres ved å komprimere og sintre blandede kobber-, tinn- og smøremiddelpulver, og deretter kalibrere den sintrede formen til endelige dimensjoner. Den iboende porøse sintrede strukturen fungerer som et oljereservoar - når platen varmes opp under drift, pumper termisk ekspansjon olje til overflaten; når den avkjøles, trekkes olje inn igjen. Denne selvsmørende oppførselen gjør sintrede kobberlegeringsplater til standard for lavhastighets, lett belastede applikasjoner som husholdningsapparater, styringer for lette maskiner og instrumenttapp der kontinuerlig eller manuell smøring ikke er praktisk.
Å velge riktig kobberlegeringsslitasjebestandig plate for en spesifikk applikasjon innebærer systematisk å jobbe gjennom driftsforholdene og tilpasse dem til legerings- og konfigurasjonsalternativer.
Selv den best spesifiserte slitasjebestandige platen av kobberlegering vil underprestere eller svikte for tidlig hvis den installeres feil, kjøres inn feil eller vedlikeholdes uten hensyn til de spesifikke kravene til kobberlegeringsglidekontakt.
Under installasjonen, sørg for at sliteplatens seteoverflate er flat, ren og fri for grader eller høye flekker som kan forårsake gynging eller ujevnt kontakttrykk. Ujevn støtte konsentrerer belastningen på små områder av platen, og øker lokalt kontakttrykk langt over designgjennomsnittet og akselererer lokal slitasje. Fest platen godt for å forhindre gnisninger eller mikrobevegelser ved grensesnittet på baksiden – for presspasning eller boltede applikasjoner, kontroller at festesystemet opprettholder tilstrekkelig klemkraft i hele det forventede driftstemperaturområdet.
Nye sliteplater av kobberlegering drar nytte av en innkjøringsperiode - en driftsperiode med reduserte belastninger og hastigheter for å la glideoverflatene tilpasse seg og for å etablere den faste smøremiddeloverføringsfilmen (i grafittinnstøpte plater) eller den fulle oljefilmen (i oljesmurte plater). For grafittinnstøpte selvsmørende sliteplater etableres den første overføringsfilmen vanligvis innen de første timene etter drift; i denne perioden er høyere friksjon og temperaturer normalt. For oljesmurte kobberlegeringsplater, påfør en lett film av kompatibelt fett eller olje på både plateoverflaten og overflaten før første operasjon, selv om ekstern smøring vil tilføres automatisk under kjøring.
Inspeksjonsintervaller bør fastsettes basert på driftssyklus og driftsmiljø. Mål platetykkelsen med jevne mellomrom og sammenlign med den utformede minste tykkelsen som kan repareres – punktet der utskifting er nødvendig før grafittpluggene (hvis de finnes) eller bunnplatematerialet er oppbrukt. Hold oversikt over målt tykkelse over tid; en plutselig akselerasjon i slitasjehastighet er en tidlig indikator på smøresvikt, forurensningsproblem eller forringelse av overflaten som bør undersøkes før platen når minimumstykkelsen.
Den kobberbaserte grafittpakningen er laget av høykvalitets kobber-sinklegering som basismaterial...

Den buede glideren i kobberlegering er laget av høyytelses tinnbronse som basismateriale og støpe...

Denne festeblokken i aluminiumslegering er laget av 6063 aluminiumslegering som basismateriale. E...

Kobber-stål bimetall thrust plate er en høyytelseskomponent designet for krevende mekaniske appli...

Kobberlegeringsturbiner er uunnværlige komponenter i moderne mekaniske og energisystemer. De matc...
Opphavsrett © 2025 Jiashan Tocree Machinery Co., Ltd. Alle rettigheter forbeholdt.
Tilpassede kobberlegeringer maskindeler
